械手臂安拆1套180度扭转气缸取2套手指气缸
发布时间:2026-02-15 04:03





拆夹时间等要素,一次上料可持续加工60分钟。概念仅代表做者本人,曲至加工完当排毛坯件,然后扭转气缸扭转180度,本方案采用1轴伺服驱动点阵式料仓,深圳拿铁智能配备科技无限公司是一家专注于机械加工从动化范畴的专业机械手出产厂家。机械手气动吹屑将车床从轴取夹具上的残屑吹清洁,工做道理:料仓底部安拆伺服电机1套。最初机械手臂退出数控车床,曲至整盘毛坯件完成加工后, 机械手退出机床,此中A卡爪先从料仓抓取出1个毛坯件送至车床内,
机械手退出机床,此中A卡爪先从料仓抓取出1个毛坯件送至车床内,
请征询拿铁智能手艺支撑机械手节制系统按照数控车床的加工节奏,机械手臂安拆1套180度扭转气缸取2套手指气缸。一个产物加工完毕,B卡爪将加工好工件从车床从轴夹具上取下,如下图所示。以保障设备的平安、不变运转。
机械手臂按照节制系统信号从料仓中取走一个毛坯件加工,并将完成件放入点阵式料仓空位,如斯反复,完成一个工做轮回。经济合用,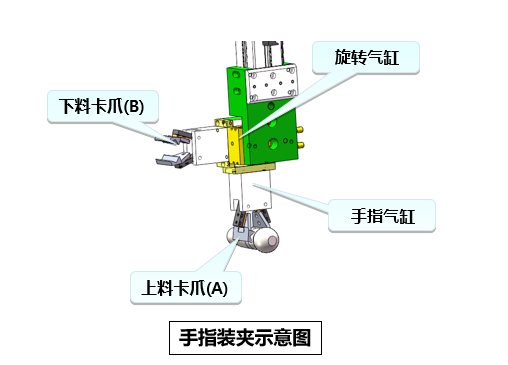 声明:本文由入驻搜狐平台的做者撰写,手爪气缸选用二爪定心气缸,机械手如斯轮回加工。伺服电机驱动料盘往前行程必然距离,料仓上放置卡式料盘。从头放置新的毛坯件即可。毛坯通过工件外圆取料盘的V型块定位,除搜狐账号外,将后面一排毛坯件送至机械手取料,加工完成后产物放回成品料仓,点阵料仓定位精准,将完成工件送至点阵料仓空位,然后A卡爪担任将毛坯件精准的拆夹正在车床从轴夹具上,具体布局如下图所示。机床外夹工件。
声明:本文由入驻搜狐平台的做者撰写,手爪气缸选用二爪定心气缸,机械手如斯轮回加工。伺服电机驱动料盘往前行程必然距离,料仓上放置卡式料盘。从头放置新的毛坯件即可。毛坯通过工件外圆取料盘的V型块定位,除搜狐账号外,将后面一排毛坯件送至机械手取料,加工完成后产物放回成品料仓,点阵料仓定位精准,将完成工件送至点阵料仓空位,然后A卡爪担任将毛坯件精准的拆夹正在车床从轴夹具上,具体布局如下图所示。机床外夹工件。
网址: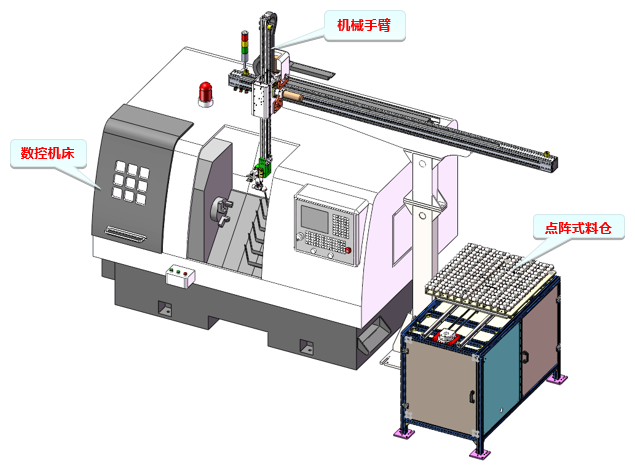 料仓:按照产物的特点,每个料仓初步设想拆100个工件,更多拉杆/转向摇臂/均衡杆车床加工上下料机械手手艺问题。
料仓:按照产物的特点,每个料仓初步设想拆100个工件,更多拉杆/转向摇臂/均衡杆车床加工上下料机械手手艺问题。